Two papers given at the Society of Plastics Engineers’ ANTEC 2014 Conference April 28-30 in Las Vegas, NV, (www.4spe.org) describe the development by Volkswagen AG in Wolfsburg, Germany (www.volkswagenag.com), of what is believed to be the first automated process to mass produce finished thermoplastic car body parts. The technology is also likely to be the first multi-process injection molding of a cosmetic exterior car part (see blog May 6, 2014). It combines thermoplastic injection molding, physical foaming, and two-component PU injection molding in one complex tool. VW isn’t talking about small series production either. This is intended for “large scale production” of parts like hoods, spoilers, and mirror housings,possibly as early as next year.
The paper introducing a “Material Concept for Large-Scale Production of Finished Colored External Body Panels in Automobile” was presented by Joerg Hain, a materials research specialist at VW’s research center in Wolfsburg; Achim Schmiemann, a professor at the Institute for Recycling at Ostfalia University of Applied Science, also in Wolfsburg (www.ostfalia.de); and Paulo Bersch, a PhD candidate sponsored by VW. VW’s Hain had previously presented some of the material at the Kunststoffe im Automobilbau 2013 conference in Boeblingen, Germany sponsored by VDI Wissensforum (www.vdi-wissensforum.de). But ANTEC was its first announcement to a global plastics audience.
VW’s innovation injection molds light weight, foamed PC/ABS body panels, then coats them on one surface with two-component PU in a second cavity of the same tool. Foamed prototype parts made with mineral-filled PC/ABS and PU-coated weigh 58%less than equivalent steel parts. Unfoamed parts weigh 40% less and cost 30% less, according to the ANTEC paper. The patent-applied-for technology physically foams PC/ABS, impregnated with either nitrogen or CO2 gas in a special, two-compartment feed hopper, which feeds continuously under pressure. This means parts can be molded on conventional injection molding machinery without modification for gas injection into the barrel, allowing VW to use installed commercial machinery. Research on gas-impregnation in the hopper goes back years, including a process called Profoam, developed at the IKV Institute of Plastics Processing RWTH in Aachen,Germany (www.ikv-aachen.de). But VW’s continuous process keeps the entire injection unit including the hopper under pressure, so it loses less gas, says Ostfalia’s Schmiemann.
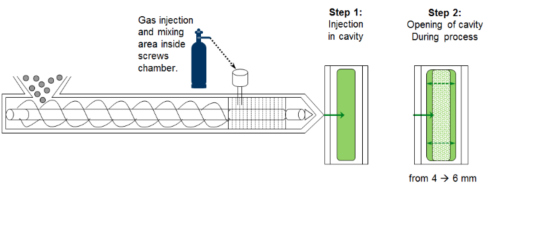
VW’s multi-process injection molding concept physically foams thermoplastic parts using a pressurized two-compartment hopper and CO2 to impregnate the plastic, then injects a two-component PU coating to make finished exterior car parts in one machine process.
VW’s multi-process injection molding concept physically foams thermoplastic parts using a pressurized two-compartment hopper and CO2 to impregnate the plastic, then injects a two-component PU coating to make finished exterior car parts in one machine process.
After the foamed body panel is molded, the tool opens. The part remains on the moving mold half, which travels to a second cavity, either by sliding or rotating for PU coating. The two PU components (polyol and isocyanate) plus additives and colors are mixed in a mixing head and injected into the space between the second cavity wall and the plastic part to be coated. PU overmolding achieves a Class A surface without release agents directly from the mold, VW’s presentation says. The look of the pigmented PU coating, however, is reportedly far more brilliant and deep than standard auto paint, VW’s Hain says. “We call it ‘piano lacquer.’” The PU coating can reportedly match any standard automotive paint colors except metallics, which are currently being worked on.
Pressure, temperature, and additives are critical to PU surface quality. Pressure in the two component tanks is 180-210 bars; pressure in the mixing head is 140-150 bars;and injection pressure is around 50 bars, VW’s presentation says. VW started with a self-healing PU from Bayer Material Science in Leverkusen, Germany (www.bayer.com) as the basic raw material. Then VW’s Hain worked for three years to develop patent-applied-for additives with several companies under contract to VW to achieve better adhesion of PU to the PC/ABS substrate and better release from the mold without a release agent. Formulation R&D was done in the laboratory at Ostfalia University,which is equipped with two injection molding machines and a two-component PU injection molding machine. Separately Bayer and Krauss Maffei Technologies GmbH in Munich, Germany (www.kraussmaffeigroup.com), introduced the concept of PC/ABS plastic parts coated with PU in a single multi-process molding machine at K 2013 in Dusseldorf, including self-healing PU coating.
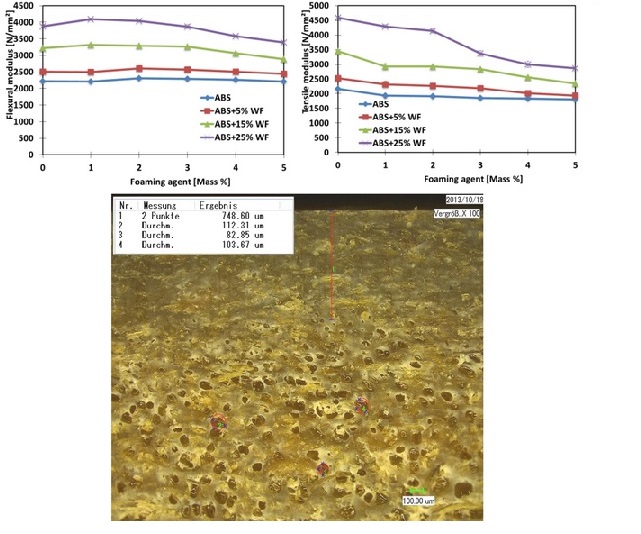
Ostfalia University tested wood-filled ABS with 1-5% chemical blowing agent and 5%, 15%,and 25% wood fiber for car parts and found toughness dropped with more wood and more blowing agent. The photo shows 5% blowing agent and 25% wood, but 1%/25%was optimum.
Ostfalia University tested wood-filled ABS with 1-5% chemical blowing agent and 5%, 15%,and 25% wood fiber for car parts and found toughness dropped with more wood and more blowing agent. The photo shows 5% blowing agent and 25% wood, but 1%/25%was optimum.
TRIALS FOAM LESS EXPENSIVE WOOD-FILLED ABS
Combined cycle time for molding and coating is about 60 seconds, with the PU reaction taking about 30 seconds, in a manufacturing cell planned for 500,000 parts a year, according to a second ANTEC presentation from Ostfalia, also on work done with VW. The second ANTEC paper on “Coatable Wood Plastic Foams for Automotive Applications,” on the same multi-process technology was from Ostfalia’s Schmiemann and Eric Homey, a post-graduate assistant also at the institute, who now works for VW. Ostfalia molded and foamed wood-filled ABS with chemical blowing agent. ABS is considerably less expensive than mineral-filled PC/ABS and processes at lower temperature, so ABS can be compounded with natural fiber re-enforcement, which is less expensive than glass- or carbon fibers. Molding temperature for ABS starts at 160 C and goes up to 200 C at the nozzle, Osfalia’s ANTEC paper says.
Ostfalia’s study used ABS with MFR of 8.9 g/10 min. from Samsung SDI Chemicals, Seoul,Korea (www.cdi.samsung.com); soft-wood fibers from Sonae Industria SGPS S.A., Maia, Portugal (www.sonae-industria-tafisa.com); two-component, self-healing PU clear coating (R 7203) from Karl Woerwag Lack- und Farbenfabrik GmbH in Stuttgart, Germany (www.woerwag.de); and an endothermic poly carboxylic acid blowing agent in masterbatch form (Microcell 301) from Momentum International GmbH in Wiesbaden, Germany (www.momentumadditive.com) instead of physical foaming with the special hopper.

VW’s formulation R&D was done in the laboratory of the Institute for Recycling at Ostfalia University in Wolfsburg,
which has two injection molding machines and a two-component PU injection machine.
VW reported on PC/ABS formulations; Ostfalia presented wood-filled ABS.
Ostfalia tested the strength properties of samples made with 1%, 2%, 3%, 4%, and 5% chemical blowing agent and found that flexural and tensile strength both went down as blowing agent content went up, possibly because of the close proximity of bubbles to fibers. Ostfalia’s research also tested samples with 5%, 15% and 25% wood fiber and found that density, weight,and tensile modulus all went up with higher wood content, while toughness went down. Wood is heavier than ABS with a density of 1.5 g/cm for wood vs 1.04 g/cm for ABS.
Ostfalia researchers found the optimum combination was 25% wood with 1% blowing agent. Physical foaming could also be used, Ostfalia notes, and could make parts up to 20% lighter than unfoamed ABS. Ostfalia has not yet worked on optimizing the PU coating for the ABS substrate. The two presentations were given back-to-back at ANTEC. Ostfalia’s Schmiemann recalls that it was hard to end the Q&A so the program could continue. “They had to move us out of the meeting room to finish questions in the hall,” he recalls, “and there were still 10-15 people following us asking questions.” Not surprising for such a major new move to thermoplastics in cars.